异径管
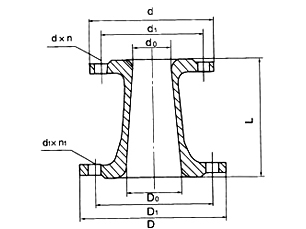
| Dg | 大端 | 小端 | S |
L min |
每米重量(kg) | ||||||||
| DO | D | D1 | 螺栓孔 | do | d | d1 | 螺栓孔 | ||||||
| dl | nl | d | n | ||||||||||
| 70×50 | 60 | 160 | 130 | 14 | 4 | 45 | 140 | 110 | 14 | 4 | 6 | 130 | 11.88 |
| 80×50 | 75 | 185 | 150 | 18 | 4 | 45 | 140 | 110 | 14 | 4 | 8 | 150 | 17.9 |
| 80×70 | 60 | 160 | 130 | 14 | 4 | 23.31 | |||||||
| 100×50 | 90 | 205 | 170 | 18 | 4 | 45 | 140 | 110 | 14 | 4 | 8 | 170 | 23.54 |
| 100×70 | 60 | 160 | 130 | 14 | 4 | 23.68 | |||||||
| 100×80 | 75 | 185 | 150 | 18 | 4 | 25.18 | |||||||
| 125×70 | 115 | 235 | 200 | 18 | 8 | 60 | 160 | 130 | 14 | 4 | 8 | 200 | 26.23 |
| 125×80 | 75 | 185 | 150 | 18 | 4 | 27.9 | |||||||
| 125×100 | 90 | 205 | 170 | 18 | 4 | 29.95 | |||||||
| 150×80 | 135 | 260 | 225 | 18 | 8 | 75 | 185 | 150 | 18 | 4 | 8 | 225 | 30.69 |
| 150×100 | 90 | 205 | 170 | 18 | 4 | 32.73 | |||||||
| 150×125 | 115 | 235 | 200 | 18 | 4 | 36.45 | |||||||
通常所说的搪玻璃设备配件的应力问题,是搪玻璃生产中一个重要的加工工艺问题。应力主要有:内应力、焊接应力等,其中焊接应力可以分为热应力、拘束应力、相变应力、氢致集中应力等。
应力的存在对搪玻璃设备配件的搪烧过程不利因素,主要表现在使制品容易变形;使得设备玻璃层炸纹、爆瓷等。因而设法消除这些应力,是解决这些工艺问题的途径。把经过机械加工、焊接以及冷热压力加工的坯件进行较长时间的退火,即搪烧工艺过程中预烧工序,此工序时搪玻璃钢坯消除应力的主要办法,同时对钢坯表面的油渍异物等一并消除。大家都知道,当搪玻璃设备毛坯加热到一定温度时,钢中的微晶体间的界面上各原子都将获得一定的活性,使得变形时造成的微晶体的歪扭状态得到纠正,并可以改变其排列方向,由此变形应力就能得到消除。除此方法外,把搪玻璃设备毛坯长期置于大气中,甚至表面严重氧化时,也可减少或消除毛坯在生产过程中产生的应力。